
Urządzenia wysokiej jakości i proces kontroli jakości
Wszystkie zawory są wykonywane przez dobry system kontroli jakości, niezawodne narzędzia kontrolne i dobrze wyszkolonych pracowników kontroli jakości, ARAN utrzymuje jakość jako najwyższą wagę dla naszego klienta.
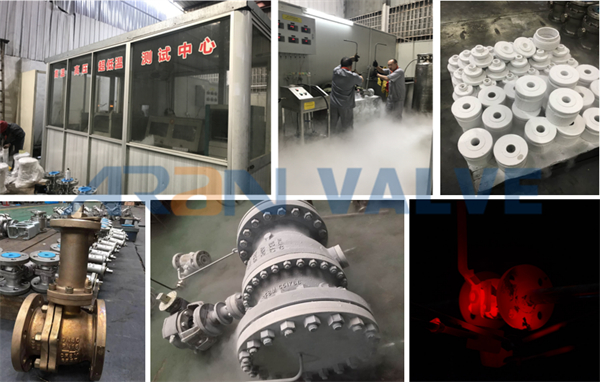
ARAN posiada własny dział testowy, a także autoryzowane laboratorium zewnętrzne zajmujące się specjalną kontrolą jakości, wszystkie inspekcje i testy przeprowadzane są przez wykwalifikowany i doświadczony personel.
Wewnętrzne wyposażenie do kontroli jakości, które służy do testów udarności, testów twardości, testów rozciągania, laboratorium składu chemicznego i właściwości mechanicznych itp.
Na zamówieniePlan kontroli jakości (QCP) i Kontrola iKontrolaPlan testów (ITP) może zostać wydany do zatwierdzenia przez Klienta przed produkcją.
1. Kontrola surowca zaworu: kontrola wizualna i wymiarowa, PMI, grubość ścianki, próba udarności na żądanie, NDE jak PT, UT, MT, RT.
2. Kontrola procesu maszynowego elementu zaworu: kontrola wymiarów, kontrola obrobionej powierzchni i materiału części, specjalne życzenie, takie jak test NDE na żądanie.
3. Montaż zaworu i kontrola działania: Każdy element zaworu poddawany jest próbie hydraulicznej i powietrznej, kontroli wydajności zgodnie ze standardowym żądaniem zamówienia, na specjalne życzenie, np. test PAT na żądanie.
4. Farba Valve, opakowanie i dostawa.Specjalne żądanie, takie jak kontrola strony trzeciej na żądanie zamówienia.
Ogólny proces kontroli jakości
Kontrola surowca zaworu: kontrola wizualna i wymiarowa, kontrola materiału, PMI, grubość ścianki, próba udarności na życzenie, NDE.



Kontrola procesu maszyny podzespołu zaworu: kontrola wymiarów, kontrola powierzchni obrobionej i materiału części, specjalne zamówienie, takie jak test NDE na żądanie.


Montaż zaworu i kontrola działania: Każdy element zaworu przechodzi próbę hydrauliczną i pneumatyczną w ramach kontroli działania zgodnie ze standardowym żądaniem zamówienia.



Valve Paint, opakowanie i dostawa.



Specjalne żądanie kontroli jakości
Raport z testu materiałowego w zewnętrznym laboratorium
- Test mechaniczny i udarowy
- Kontrola analizy chemicznej
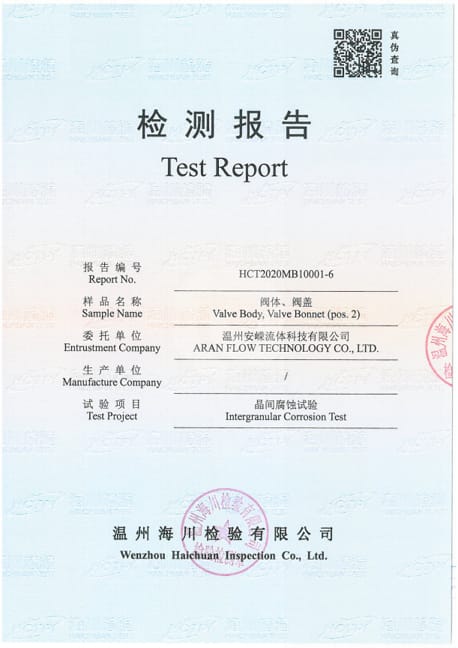
- Test korozji
- Kontrola ferrytu
- Test pękania indukowanego wodorem (HIC)
- Test pękania korozyjnego naprężeniowego siarczkowego
Badania nieniszczące (NDE, NDT)
Wykonywanie VT, PMI, UT, PT może być wykonane przez firmę lub przez stronę trzecią wykonującą UT, PT, MT, RT i twardość, obejmując poziom kwalifikacji materiału, który wszystko zostanie wykonane zgodnie.do potrzeb zamówienia klienta.
- VT (Test wizualny)
- PMI (pozytywna identyfikacja materiału)
- UT (badanie ultradźwiękowe)
- PT (test penetracyjny)
- MT (test cząstek magnetycznych)
- RT (badanie rentgenowskie)
- Test twardości




Test ciśnieniowy i funkcjonalny
Standardy testowe, takie jak API 598, API 6D, ISO 5208, EN12266-1, GOST 9544 itp.
- Test funkcjonalny/Test wartości momentu obrotowego
- Test hydrauliczny/test powietrza
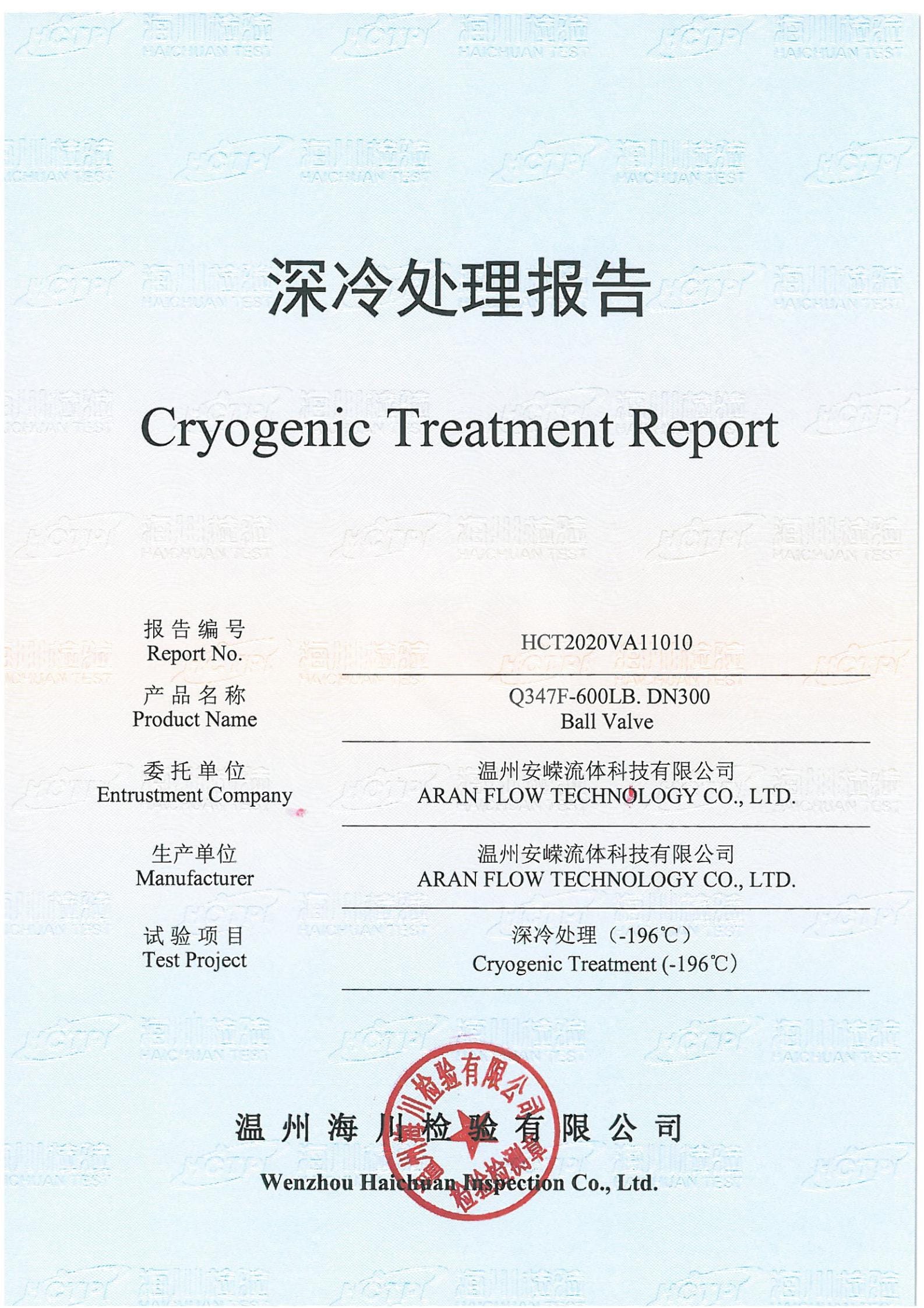
- Niskotemperaturowy kriogeniczny test gazowy helu -196°C
- Test wysokiej temperatury 600°C
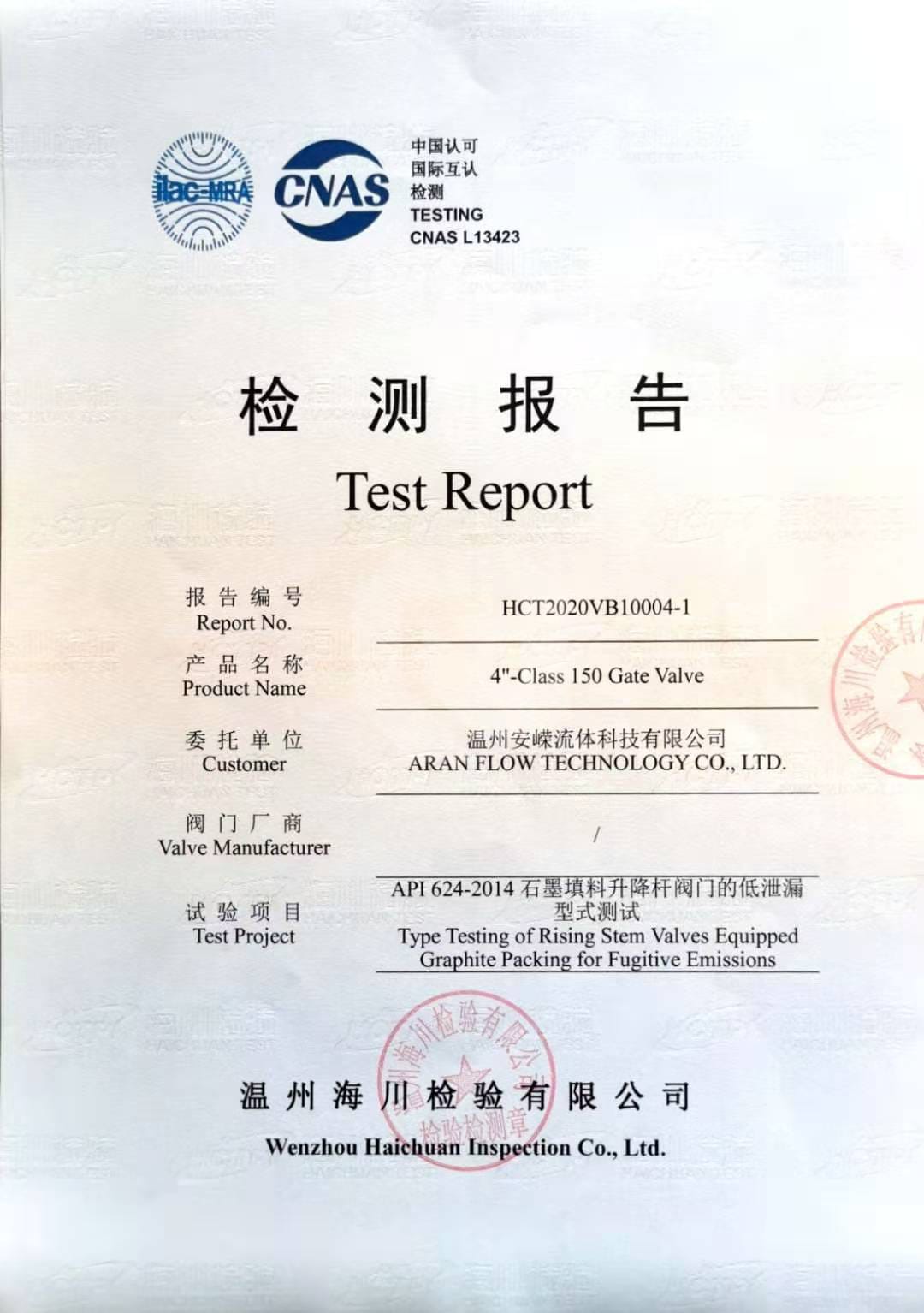
- Test emisji niezorganizowanej 15848-1 lub 15848-2
- Test ognioodporności
- Test FAT (test akceptacji fabrycznej)
- Test PAT (test akceptacji produktu)
Test w niskiej temperaturze: laboratorium w niskiej i wysokiej temperaturze umożliwiające przeprowadzanie testów w niskiej lub wysokiej temperaturze zgodnie z wymaganiami zamówienia.Test poddaje zawór działaniu niskiej temperatury Test kriogeniczny -196 ℃ lub wysokiej temperaturze -538 ℃